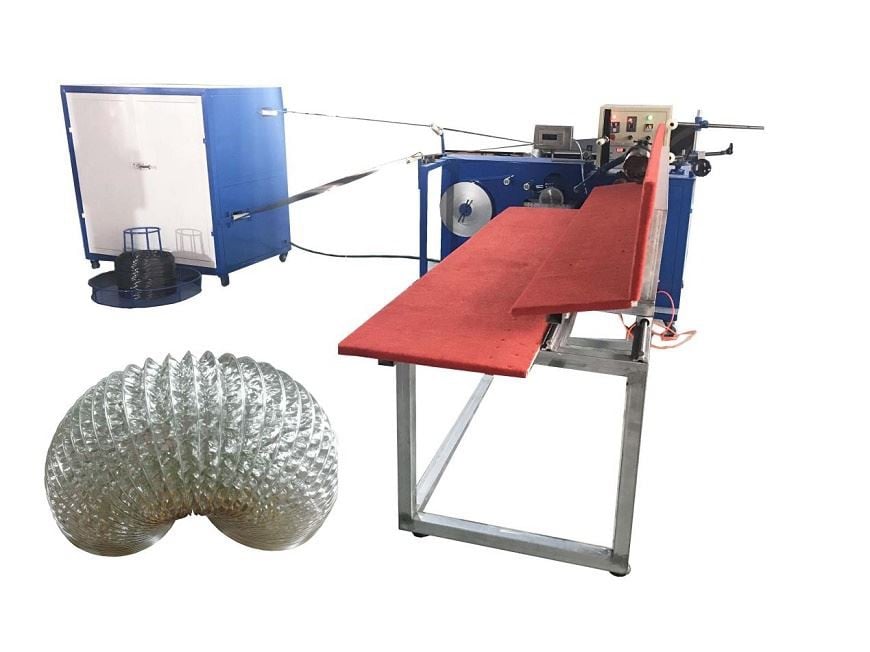












Metal Argon Arc Welding Tube Machine Production Line
Continuous argon arc welding line for copper, aluminum, and stainless steel metal-sheathed cables.
Industrial production line for manufacturing welded metal sheaths used in medium-voltage cables, railway systems, and fireproof cable applications. Integrates precision TIG welding with real-time seam tracking and multi-material processing capabilities for continuous high-volume production.
Key Specs
Key Specs
Overview Points
Multi-Material Range
Production Speed
Lincoln Power Source
Embossing Unit
Quality Control
Turnkey System
PLC Control
Power Efficiency
Key Features
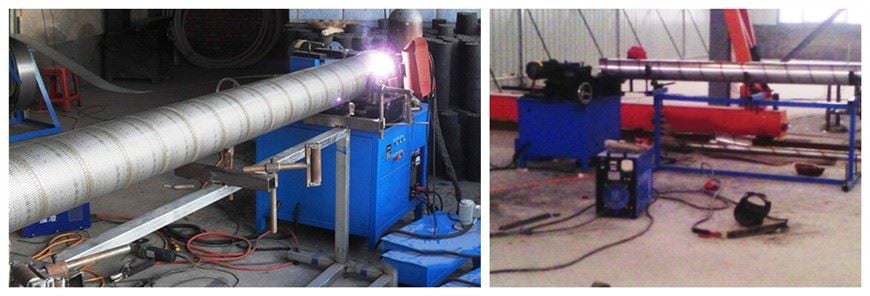
The DC argon arc welding process with high-frequency arc ignition produces clean, continuous longitudinal butt welds under inert gas shielding. An integrated arc monitoring and automatic seam tracking system corrects torch position in real time, ensuring consistent weld penetration across copper strips as thin as 0.3 mm and aluminum strips up to 2 mm thick. A three-dimensional electric adjustment mechanism provides fine torch positioning, while short-circuit and position-limit protections prevent damage to the workpiece or equipment.
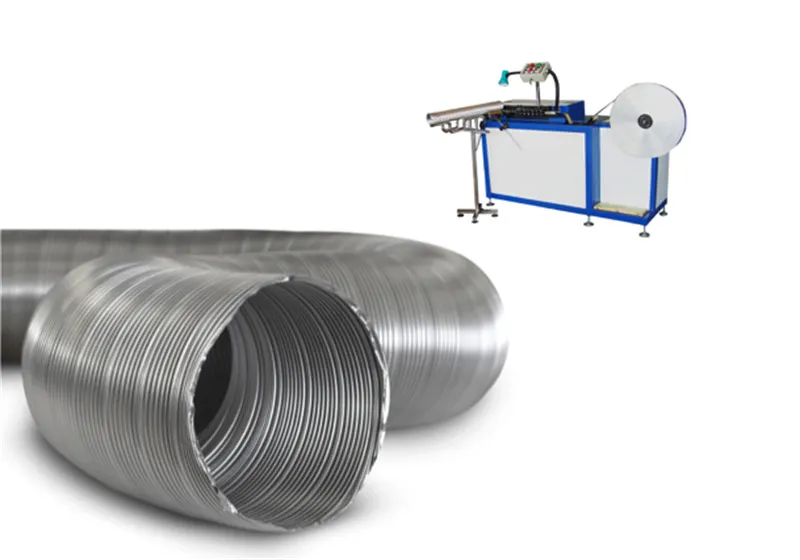
The line processes copper, aluminum, and stainless steel strips from 20 mm to 220 mm wide, forming welded sheaths from 8 mm to 72 mm outer diameter. Twenty-two interchangeable mold sets are supplied as standard, covering medium-voltage cable sheaths, high-speed rail through-ground conductors, flexible fireproof cable sheaths, and railway signal cable sheaths. Changeovers require only loading the correct mold set and recalling stored PLC parameters — no mechanical re-engineering of the line.
The PLC-driven touch screen displays welding current, voltage, speed, and welding length in real time. Multiple sets of proven process parameters are stored permanently and recalled by entering the pipe diameter and material type, with 12 adjustable parameters per specification. The system enforces current-speed synchronization curves and provides automatic protection against speed fluctuation, current mismatch, low gas flow, insufficient cooling water pressure, and abnormal pay-off or take-up tension.
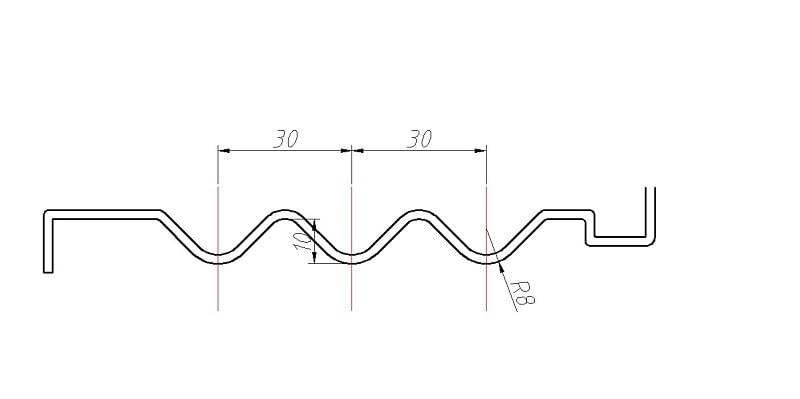
Rated for 24-hour continuous operation at 300 A, the line sustains production speeds up to 20 m/min on thin copper tape with continuous welding lengths reaching 2 km per run. The eccentric embossing unit operates at up to 4,500 rpm, applying ring or spiral corrugation patterns with pitch and depth adjustable on the fly — no line stoppage required. A crawler-type multi-slot main tractor provides stable, consistent pulling force throughout the process.
The welding platform includes a protective enclosure with built-in welding fume purification, maintaining operator air quality during extended runs. Gas flow is PLC-controlled with insufficient-flow alarms, and shielding gas (argon or helium) consumption is monitored and regulated. Individual power control for every station is accessible from the touch screen, with status monitoring that flags faults before they propagate through the line.
Technical Specifications
The equipment uses different molds to produce copper, aluminum and stainless steel sheaths for medium-voltage cables, high-speed rail through-ground wires, flexible fire-resistant cables, railway signal cables and other products.The production line uses different molds to produce metal sheaths for railway signal cables, flexible fireproof cables, medium voltage cables, and high-speed copper alloy through-ground cables. After the clean copper strip (or aluminum strip, stainless steel strip) is precisely trimmed, it is formed by longitudinal wrapping with a special mold for welding and forming, and continuous butt longitudinal seam welding is carried out under the protection of inert gas. product.
| 1 | WeldingOuterDiameter | 8-72mm | |
| 2 | WeldedMetalStripMaterial | Copper,Aluminum,StainlessSteel | |
| 3 | WeldedMetalStripThickness | CopperStrip | 0.3- 1.2 |
| StainlessSteel | 0.2-0.5 | ||
| AluminumStrip | 0.3-2mm | ||
| MetalWidth | 20-220mm | ||
| 4 | WeldingSpeed: 0-20m/min,continuouslyadjustable. | ||
| ProductSpecifications | ProductionSpeed m/min | ContinuousWelding Length(km) |
|
| 0.4mmCopperTape | 15.0-20.0 | 2.0 | |
| 0.5mmCopperTape | 12.0- 17.0 | 1.5 | |
| 0.8mmCopperTape | 5.0- 10.0 | 1.0 | |
| 1.2mmAluminumTape | 15.0-20.0 | 4.0 | |
| 5 | tractionSpeed | 0-20m/min | |
| 6 | WeldingMethod | DCargonarc welding,high frequencyarc ignition |
|
| 7 | WeldingCurrent | 5-405A continuously adjustable, 24hours continuousworking current300A |
|
| 8 | EmbossingMethod | Eccentric embossing |
|
| 9 | ProductionProducts | twokindsofring patternandspiral pattern |
|
| 10 | WrinklePitch | 3.5-20mm,online adjustmentwithout stopping |
|
| 11 | WrinkleDepth | 0.5-4mm,online adjustmentwithout stopping |
|
| NO. | NameOfComponentsThatMakeUpTheProductionLine | Quantity(set) |
| 1 | ∮2500GantryWalkingPassiveMagneticPowderPay-offRack | 1 |
| 2 | CableCoreReleaseFixingBracket | 1 |
| 3 | Pay-offSpeedControlDevice | 1 |
| 4 | ActiveTapeUnwinderAndTapeSpeedControlDevice | 1 |
| 5 | TapeMachine | 1 |
| 6 | WeldingPlatform(withprotectivecover,withweldingfume purificationfunction) |
1 |
| 7 | WithShapingAndCleaningDevice | 1 |
| 8 | IncomingBeltPositioningDevice | 1 |
| 9 | PrecisionFineCutterDevice | 1 |
| 10 | TapePositioningDevice | 1 |
| 11 | WasteEdgeWindingDevice | 1 |
| 12 | PrecisionRollerFormingAndWeldingSizingPlatform (IncludingWheelForming,HornDie,WeldingDie,Sizing Die) |
3 |
| 13 | Three-DimensionalElectricAdjustmentMechanismOf WeldingTorch | 1 |
| 14 | StraightHandleWeldingGun | 1 |
| 15 | TIGWeldingMachine(LincolnTIG-V400) | 1 |
| 16 | WeldingArcMonitoringSystemAndWeldingSeam AutomatictrackingSystem | 1 |
| 17 | WeldingGunCoolingCirculationSystem | 1 |
| 18 | AirSupplyRegulator | 1 |
| 19 | WeldinglubricationCoolingAndDryingDevice | 1 |
| 20 | Crawler-TypeMaintractor(Multi-Slot) | 1 |
| 21 | EccentricHigh-SpeedEmbossingMachine(Max.Speed 4500rpm) |
1 |
| 22 | EmbossingLubricationCoolingSystem | 1 |
| 23 | CleaningBlowDryer | 1 |
| 24 | MeterCounter | 1 |
| 25 | Take-UpTensionStand | 1 |
| 26 | ∮2500GantryWalkingTypeAutomaticWindingMachine | 1 |
| 27 | ElectricalControlSystem | 1 |
| 28 | AccordingToAnnex3, 22SetsOfProductionMoldsAreProvided | 1 |
Applications
Medium-voltage cable metal sheath manufacturing
High-speed rail copper alloy through-ground wire production
Flexible fireproof cable sheath fabrication
Railway signal cable metal sheath production
Stainless steel and aluminum corrugated tube forming for specialty cables
Video
FAQ
Metal Argon Arc Welding Tube Machine Production Line is widely used in: Medium-voltage cable metal sheath manufacturing; High-speed rail copper alloy through-ground wire production; Flexible fireproof cable sheath fabrication; Railway signal cable metal sheath production.
All NTBOBO machines come with a 1-year warranty from the date of Bill of Lading. Our engineering team provides 24-hour technical support throughout the warranty period.
We accept 30% down payment by T/T (Telegraphic Transfer), with the balance due before shipment. Other payment arrangements can be discussed for long-term partners.
Standard delivery is within 10-35 working days after receiving the down payment, depending on the machine model and customization requirements.
Our expertise is here to serve you
We take every question and need of yours seriously. Feel free to contact us!
80+ Global Countries & Regions
25+ Years of R&D & Welding Expertise
500+ Products with 100% Traceability
700+ Installations from Simulation to FAT