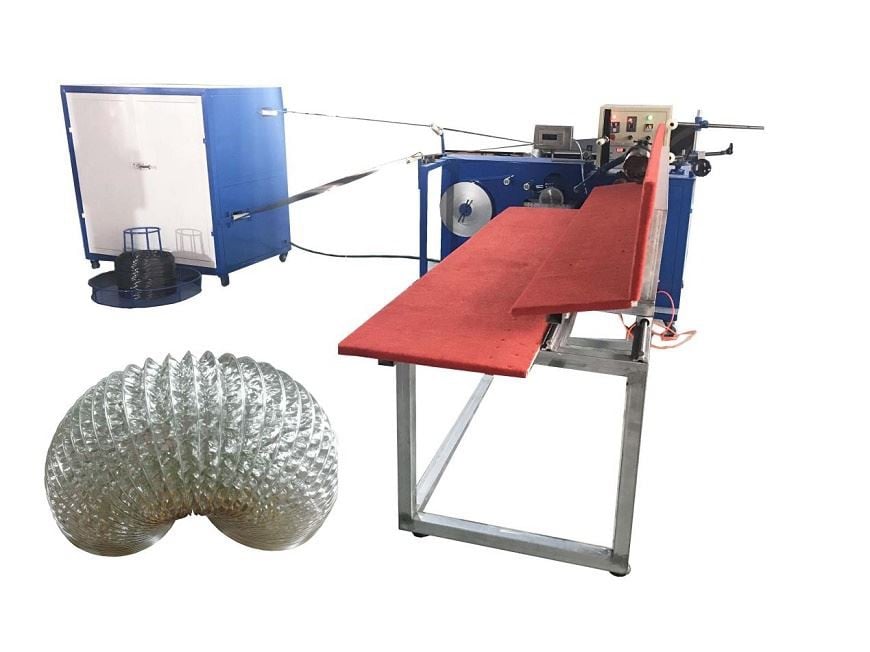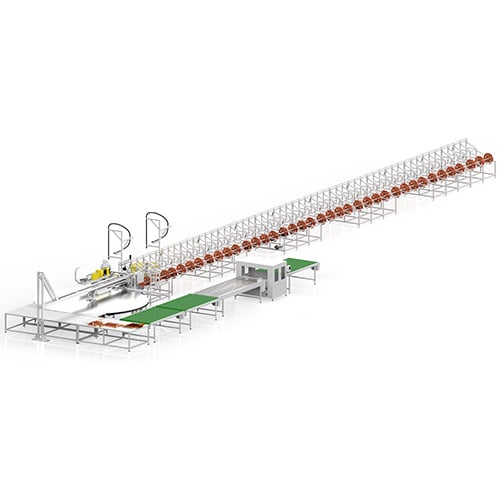

Integrated Bundy Tube Straightening, Cutting, feeding And Bending Machine
Fully integrated Bundy tube line: uncoil, straighten, cut, expand, tape, and bend in one pass.
Automated Bundy tube processing line for refrigeration manufacturers requiring precise serpentine condenser coils. Eliminates manual handling between operations while maintaining ±0.5mm bending tolerance across 100-step programs. Designed for high-volume appliance OEMs demanding consistent dimensional accuracy.
Key Specs
Key Specs
Overview Points
Single Pass Processing
Chipless Rotary Cutting
Programmable Servo Bending
Automated End Preparation
Multi-Tube Taping
Synchronized Discharge System
Precision Memory Storage
Global Component Sourcing
Key Features
Feeding speed reaches 600 mm/s and bending speed 100°/s, with cutting tolerance of 0.5 mm per meter and bending tolerance of ±0.5 mm. Each axis — feeding, cutting, expanding, and bending — is independently servo-driven, so dimensional accuracy is maintained even at maximum throughput of roughly 3 seconds per bend.
The 360° rotary blade cuts without generating chips, eliminating contamination inside refrigeration-grade tubes. Immediately after cutting, dual expanding pins perform tube end expansion, chamfering, and high-pressure nitrogen purge in sequence — delivering assembly-ready tube ends without a separate handling step.
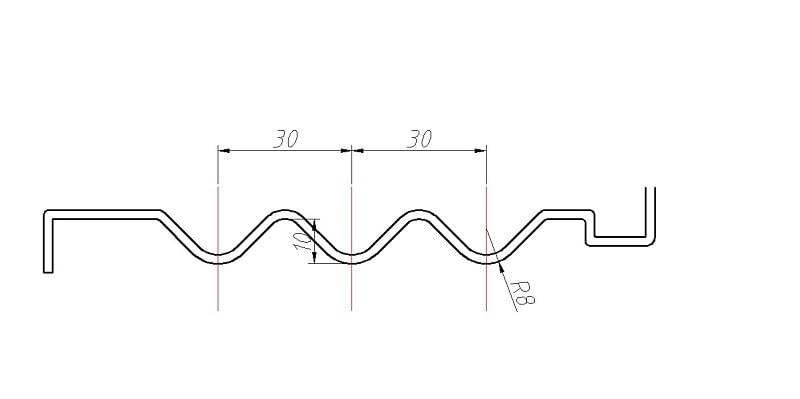
The bending station supports programmable angles up to 200° across 100 steps, accommodating complex serpentine and coil geometries. A Ø4,500 mm rotary table synchronizes with dual bending rollers via an independent servo, providing assisted feeding that prevents deformation or dislocation on long condenser assemblies.
With 450-program memory and 250 workable product models, operators switch between condenser types by selecting a stored recipe on the HMI — no mechanical adjustment required. Centerline bending radii of CLR 22.5 mm and CLR 27.5 mm (with a configurable range of 15–35 mm) cover the majority of wire-on-tube condenser specifications.
The decoiler includes automatic material-shortage detection that halts the line before a tube runs out, preventing scrap and machine damage. Structural components ride on NSK bearings, HIWIN linear guides, and TBI ball screws rated for a minimum 10-year service life. The 31 × 2.5 × 1.5 m footprint accommodates tubes up to 28 m in the collecting frame, supporting large-format condenser production within a single linear layout.
Technical Specifications
II.Configuration
|
No. |
Component Name |
Brand |
Remarks |
|
1 |
PLC |
Siemens / Mitsubishi / Inovance |
— |
|
2 |
Servo Motor & Driver |
Siemens / Mitsubishi / Inovance |
— |
|
3 |
Inverter |
Siemens / Mitsubishi / Inovance |
— |
|
4 |
Linear Module |
THK / Equivalent Brand |
— |
|
5 |
Ball Screw |
TBI / Equivalent Brand |
— |
|
6 |
Linear Guide & Block |
HIWIN / Equivalent Brand |
— |
|
7 |
Pneumatic Components |
SMC / FESTO / Airtac |
— |
|
8 |
Vacuum System (Suction Cups, Vacuum Generator, etc.) |
SMC / FESTO / Equivalent Brand |
— |
|
9 |
Sensors |
Omron / Panasonic / Keyence / Equivalent Brand |
— |
|
10 |
Switches & Push Buttons |
Schneider |
— |
|
11 |
Circuit Breakers & Relays |
Schneider |
— |
|
12 |
Gear Motor |
CPG |
— |
|
13 |
Bearings |
NSK or Equivalent Imported Brand |
— |
|
14 |
Hydraulic Valves |
Yuken / Equivalent Brand |
— |
NOTES:It can adopt the specified brands ofaccessories
III.Equipment Composition
1.Decoiler

This section is equipped with material shortage and absence detection features.If the material channel switches from “material present” to “no material” during either automatic or manual operation, the system will issue an alarm and automatically stop to ensure safety and prevent process interruption.
2.Straightening

The tube passes through horizontally and vertically arranged straightening rollers to correct deformation.
The straightening deformation amount can be individually adjusted according to the hardness or softness of the galvanized tube.Each straightening roller has a smooth surface and is equipped with two bearings to ensure high straightening accuracy and operational stability.
3.Chipless Cutting

Three-part clamping die to minimize tube distortion, get smooth cutting end surface. High accuracy concentricity ensures to get good welding quality in following process. Chipless cutting with 360° rotary cutting blade and stretching with two points clamping. Straightening wheel work on the steel tube from both vertical and horizontal directions. Tube Diameter from 4-5mm is suitable for floor mounted decoiler.
4.Marking

The tube ends are marked with colors.
5.Tube End Forming

After rotary cutting, the next process includes tube end expanding.A servo transfer unit drives dual (or multiple) expanding pins to perform the expansion sequentially.
After expansion, high-pressure nitrogen (2 MPa, 5 s, time adjustable via touch screen) is blown into the opposite tube end. Each single-station module includes front-end expanding, front-end chamfering, and rear-end nitrogen blowing functions.
6.Collecting And Feeding Unit:

The cut tubes will be placed in the silo and arranged neatly. The clamping die will hold the tube and feed it into the bender.
Clamping dies can be matched to the pipe diameter. Positioning and feeding are precise.
The length of the receiving frame will be designed to 28m according to the drawings.
7.Taping

To ensure alignment and consistency during multi-tube bending, an automatic taping machine is installed between the bending module and the rotary buffer module.
The machine performs in-line taping of parallel tubes, capable of wrapping 10–15 tubes simultaneously in a single taping cycle.
8.Bending Unit:

The bending station is driven by servo motors to ensure precise feeding accuracy.
Bending power is also servo-controlled, allowing freely adjustable bending angles within the operating range.
The system ensures seamless coordination with the rotary table, maintaining minimal deformation when processing large workpieces.
The bending mechanism operates with smooth startup, stable intermediate motion, and impact-free positioning at the end of bending.
9.Auxiliary Pushing and Discharging System

The auxiliary pushing system consists of left and right pushing units, driven by a single servo motor and connected through an electromagnetic clutch.
This design enables one drive to control two units, while keeping their movements independent of each other.
The rotary table is powered by an independent servo motor and synchronously linked with the dual bending
rollers, providing assisted feeding during the bending process to prevent tube deformation or dislocation.
After automatic bending is completed, a servo-driven pusher (sharing the same drive as the auxiliary pusher) automatically ejects the finished tubes from the bending platform.
|
No. |
Technical Data |
Parameter |
Remark |
|
1 |
Tube Material |
Steel tube/Bundy tube |
|
|
2 |
Tube Diameter, mm |
4mm~5mm |
|
|
3 |
Tube Thickness, mm |
0.5+/-0.05 |
|
|
4 |
Machine Space, m |
31*2.5*1.5m(L*W*H) |
|
|
5 |
Cutting Length |
>50mm |
|
|
6 |
Work Speed |
0~60m/min, adjustable by Inverter |
|
|
7 |
Cutting Tolerance |
0.5mm/1m ;±1mm/18m |
|
|
8 |
Control System |
PLC control / HMI |
|
|
9 |
Drive Motor (Servo) |
112V 0- 167HZ 1.5KW 2000r/min |
|
|
10 |
Cut-off Motor Power (AC) |
220V/380V 50HZ 0.37KW |
|
|
11 |
Vertical and horizontal straightening rollers |
7+7 material:45 #steel |
|
|
12 |
Size of cutter blade |
Size of cutter blade: 63*22* 1.0mm |
|
|
13 |
Workable Steel pipe length max ,mm |
Customized |
|
|
14 |
Workable Condenser length, mm [after bending] |
Customized |
|
|
15 |
The number of models that can be worked, model |
250 |
|
|
16 |
Maximum forward/feeding speed, mm/s |
600mm/s |
|
|
17 |
Bending speed, deg/s |
100degree/s |
|
|
18 |
Productivity/day |
3s/ bend |
|
|
19 |
Programmable bending angles, α |
0º﹤α ≦200º |
|
|
20 |
Bending tolerance |
+-0.5mm |
|
|
21 |
Cutting method |
chip less cutting |
|
|
22 |
Rotary table forming diameter and height |
inside :Ø4500 mm , outside with Ø 400mm safety protection; H:900mm |
|
|
23 |
Pipe -loading mode |
Auto loading by air cylinder |
|
|
24 |
Finished serpentine pipes -unloading mode |
the finished serpentine pipes can be pulled out by air cylinder, but it needs worker to take them out finally. |
|
|
25 |
Max. programmable straight length, mm |
1000mm |
|
|
26 |
Min. programmable straight length, mm |
40mm |
|
|
27 |
Max. programmable bending steps |
100 |
|
|
28 |
Center Line Bending radius, mm |
CLR22.5 & CLR27.5 |
|
|
29 |
Deformation rate of bent pipe outer dia, mm |
±0.5mm |
|
|
30 |
Bend type length error, mm |
±0.5mm |
|
|
31 |
Production capacity/hour |
It depends on the size of the product |
|
|
32 |
Coiled-pipe decoiler mode |
Eye to sky |
|
|
33 |
No-Material detect |
machine stop automatically when detect material insufficient |
|
|
34 |
Machine memory capacity |
450 |
|
|
35 |
Air, m3/ H |
0 .6~0 . 8MPA |
|
|
36 |
Life time |
at least 10 years |
|
|
37 |
Delivery time |
80days |
|
|
38 |
Delivery terms |
FOB |
|
|
39 |
Installation & commissioning |
7days |
|
|
40 |
Warranty |
1year |
|
|
41 |
Bending Radius |
15~ 35 |


Applications
Wire-on-tube condenser manufacturing for household refrigerators and freezers
Serpentine tube forming for commercial refrigeration display cases
Bundy tube processing for automotive HVAC heat exchangers
Evaporator coil production for residential and light-commercial air conditioning
Heat exchanger tube assembly for vending machines and small cooling units
OEM tube bending lines for appliance manufacturers (Midea, Bosch, Samsung, LG, Daikin)
Video
FAQ
Integrated Bundy Tube Straightening, Cutting, feeding And Bending Machine is widely used in: Wire-on-tube condenser manufacturing for household refrigerators and freezers; Serpentine tube forming for commercial refrigeration display cases; Bundy tube processing for automotive HVAC heat exchangers; Evaporator coil production for residential and light-commercial air conditioning.
All NTBOBO machines come with a 1-year warranty from the date of Bill of Lading. Our engineering team provides 24-hour technical support throughout the warranty period.
We accept 30% down payment by T/T (Telegraphic Transfer), with the balance due before shipment. Other payment arrangements can be discussed for long-term partners.
Standard delivery is within 10-35 working days after receiving the down payment, depending on the machine model and customization requirements.
Our expertise is here to serve you
We take every question and need of yours seriously. Feel free to contact us!
80+ Global Countries & Regions
25+ Years of R&D & Welding Expertise
500+ Products with 100% Traceability
700+ Installations from Simulation to FAT